熱壓罐成型工藝是目前廣泛應(yīng)用于先進(jìn)復(fù)合材料結(jié)構(gòu)、蜂窩夾層結(jié)構(gòu)及復(fù)合材料膠接結(jié)構(gòu)的主要成型方法。在成型過程中,復(fù)合材料制件是在高溫高壓下與工裝一起放進(jìn)熱壓罐中固化成型,制件固化成型后幾乎不再做任何加工,外表尺寸應(yīng)滿足裝配協(xié)調(diào)要求,不允許強(qiáng)迫裝配。然而,工裝在整個(gè)成型過程中因承受高溫?zé)彷d荷、自身重力及成型輔助件壓力的共同作用而發(fā)生變形,工裝的變形直接影響到制件固化變形而最終影響到復(fù)合材料制件的實(shí)際形狀和尺寸精度。
針對(duì)目前較為常用的熱壓罐成型工裝,國內(nèi)外對(duì)熱壓罐成型工藝參數(shù)和工裝結(jié)構(gòu)因素對(duì)工裝溫度場(chǎng)均勻性的影響進(jìn)行了研究[1-3],并研究了固化工裝變形對(duì)復(fù)合材料內(nèi)部殘余應(yīng)力的影響[4-6]。岳廣全等[7] 針對(duì)當(dāng)前應(yīng)用較多的框架式工裝在工藝過程中的變形進(jìn)行了研究。
本文以柱支撐形式建立大型復(fù)合材料固化工裝模型,在保證支撐形式滿足工裝靜力剛度的前提下,研究其在熱壓罐成型過程中熱- 結(jié)構(gòu)耦合作用下的結(jié)構(gòu)變形。 123,123
柱支撐形式固化工裝
對(duì)大型復(fù)合材料固化工裝,工裝模具的型面需要根據(jù)固化成型后的復(fù)合材料曲面進(jìn)行調(diào)整,復(fù)合材料成型的多樣性勢(shì)必增加工裝制作的經(jīng)濟(jì)成本和制作周期。針對(duì)此問題,對(duì)以柱支撐為支撐形式的工裝,支撐部分與工裝模具的接觸面積小,工裝模具型面改變后,支撐柱的生產(chǎn)加工簡(jiǎn)單易行;此外,工裝內(nèi)部結(jié)構(gòu)簡(jiǎn)單,利于熱空氣的流通,可以提高工裝和熱空氣之間的傳熱效率。
為方便后續(xù)研究,對(duì)柱支撐形式的工裝,以結(jié)構(gòu)相對(duì)簡(jiǎn)單的平板型面工裝為例(見圖1),分析工裝在復(fù)合材料固化成型過程的變形情況。圖1中工裝的型面厚度為20mm,模型尺寸為15000mm×5000mm×1000mm,支撐柱截面設(shè)為正方形,尺寸為100mm×100mm。模具材料為殷鋼,密度ρ=7900kg/m3,彈性模量E=214GPa, 泊松比ν=0.3,線膨脹系數(shù)α=1.7×10-6/K。 copyright 123456
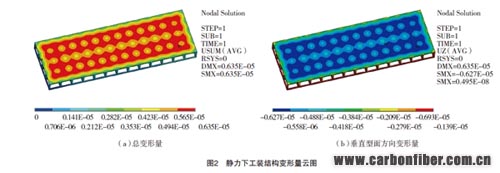
對(duì)工裝進(jìn)行靜力分析,可通過調(diào)節(jié)支撐柱數(shù)量來控制工裝型面變形量大小。為了比較靜力作用下的變形量和熱- 結(jié)構(gòu)耦合作用下的變形量,使用70 個(gè)支撐柱。對(duì)圖1中工裝進(jìn)行靜力分析(見圖2),工裝總變形量為0~0.00635mm,垂直型面方向變形量為0~0.00627mm ;靜力作用下,70個(gè)支撐柱的工裝結(jié)構(gòu)變形量微小,說明以支撐柱為支撐形式的工裝完全可以滿足靜力作用下的剛度要求。
成型工裝熱- 結(jié)構(gòu)耦合分析
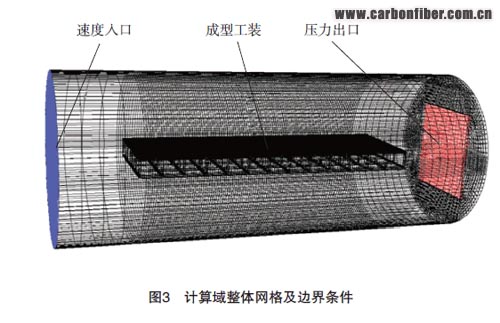
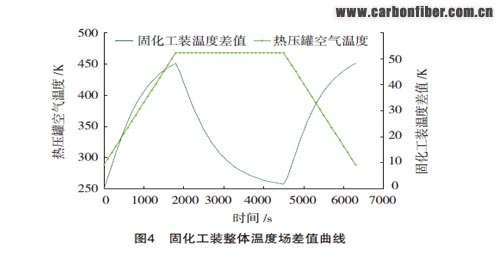
由經(jīng)驗(yàn)和工藝試驗(yàn)可知工裝的變形均在毫米量級(jí),工裝的尺寸在幾米至十幾米,工裝結(jié)構(gòu)變形不會(huì)對(duì)熱壓罐內(nèi)的氣體流動(dòng)產(chǎn)生明顯影響。由于流體計(jì)算對(duì)網(wǎng)格要求較高,文中使用專業(yè)流體仿真軟件FLUENT進(jìn)行工裝及熱壓罐內(nèi)整個(gè)流場(chǎng)的網(wǎng)格劃分,如圖3所示。對(duì)工裝建立的有限元模型既可以適用于溫度場(chǎng)的計(jì)算,也可以用于工裝的結(jié)構(gòu)變形計(jì)算。熱壓罐工藝規(guī)范簡(jiǎn)化如圖4所示,溫度場(chǎng)計(jì)算所用相關(guān)材料參數(shù)如表1所示。
123456

對(duì)復(fù)合材料固化工裝而言,工裝型面的變形將直接影響與其接觸的復(fù)合材料制件的成型質(zhì)量,垂直型面方向的翹曲變形將直接影響到大尺寸復(fù)合材料成型的曲率精度,所以型面變形場(chǎng)的表征方法應(yīng)該與型面的變形直接相關(guān)。為對(duì)成型工裝的型面變形量進(jìn)行表征,所用支撐柱如圖5所示。
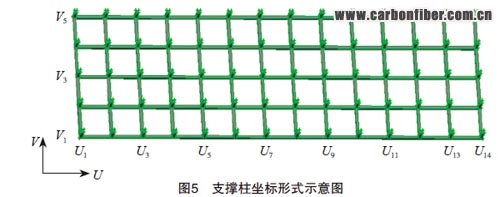
圖1所示工裝中,其型面存在眾多可用于表征型面變形量的位置,為方便解釋問題,以支撐柱坐標(biāo)所對(duì)應(yīng)的型面位置的變形量來表征型面變形。鑒于模型所用支撐柱數(shù)量較多且考慮到模型結(jié)構(gòu)的對(duì)稱性,選取代表性的支撐柱坐標(biāo):U1V1、U7V1、U14V1、U1V3、U7V3、U14V3、U1V5、U7V5、U14V5、U3V1、U3V3 和U3V5,共12 個(gè)坐標(biāo)位置。對(duì)流體仿真在整個(gè)熱歷程中計(jì)算得到的工裝溫度場(chǎng),每隔100s存儲(chǔ)一個(gè)溫度場(chǎng)數(shù)據(jù)文件;將包含節(jié)點(diǎn)溫度值的有限元模型導(dǎo)入有限元分析軟件ANSYS,同時(shí)施加重力載荷,計(jì)算得到對(duì)應(yīng)時(shí)刻熱-結(jié)構(gòu)耦合作用下工裝的結(jié)構(gòu)變形量。
copyright 123456
計(jì)算結(jié)果分析
復(fù)合材料在熱壓罐中固化分為3個(gè)熱歷程:升溫、恒溫和降溫,此過程中工裝溫度場(chǎng)分布的不均勻性導(dǎo)致各部分熱應(yīng)力分布不均勻,工裝在熱應(yīng)力和自重載荷耦合作用下產(chǎn)生變形。熱歷程中工裝變形量最大值分布如圖6所示,從圖中可得出:
(1)整個(gè)熱歷程中,工裝總變形量最大值達(dá)4.662mm。
(2)工裝沿自身長度方向變形量最大值為4.596mm,與總變形量最大值較為接近。
(3)工裝沿自身寬度方向和高度方向的變形量最大值分別為0.805mm 和0.339mm,其變形量相對(duì)于工裝長度方向變形量較小。
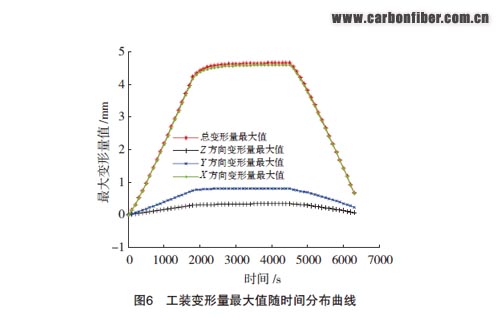
熱應(yīng)力不均勻?qū)е碌淖冃瘟孔畲笾禐殪o力載荷導(dǎo)致工裝變形量的53~734 倍,這說明在復(fù)合材料固化成型過程中,熱應(yīng)力載荷對(duì)工裝結(jié)構(gòu)變形起著決定性作用。
內(nèi)容來自123456
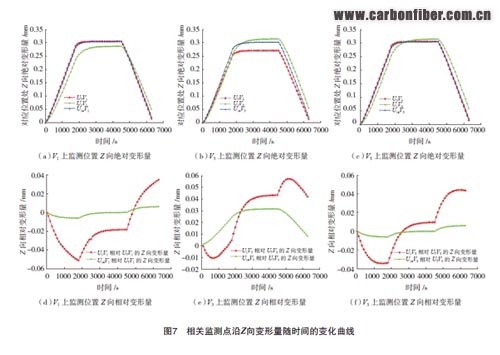
圖6反映出工裝總變形量最大值隨時(shí)間的變化,不能得出熱應(yīng)力不均勻?qū)е碌男兔媛N曲對(duì)型面的影響。對(duì)工裝型面翹曲的表征從沿工裝長度方向(圖5 中U 方向)和沿工裝寬度方向(圖5 中V 方向)這兩個(gè)方面來闡述:沿工裝長度方向的翹曲,采用V1 上的U1V1、U7V1、U14V1,V3上的U1V3、U7V3、U14V3 和V5上的U1V5、U7V5、U14V5 位置作為監(jiān)測(cè)點(diǎn);沿工裝寬度方向的翹曲,采用U3上的U3V1、U3V3、U3V5,U7上的U7V1、U7V3、U7V5 和U14 上的U14V1、U14V3、U14V5 位置作為監(jiān)測(cè)點(diǎn)。由圖7得知:
(1)沿V3方向,其中間位置、迎風(fēng)端及背風(fēng)端位置由于均受到加熱而使Z向變形量在熱歷程升溫階段逐漸增大;進(jìn)入恒溫階段后,中間位置處Z向變形量基本趨于平穩(wěn),迎風(fēng)端和背風(fēng)端由于與環(huán)境熱空氣的溫差不一致導(dǎo)致升溫幅度不同,各自的Z向變形量不同;降溫階段,其變形量趨勢(shì)基本與升溫階段相反。
(2)沿V1和V5方向,迎風(fēng)端位置Z 向變形量在熱歷程中先是低于后又高于中間位置和背風(fēng)端位置的Z向變形量。
123456
(3)迎風(fēng)端位置相對(duì)于中間位置的Z向變形量先是低于后又高于背風(fēng)端位置相對(duì)于中間位置的Z向變形量。這是因?yàn)橛L(fēng)端雖然首先與環(huán)境空氣相接處,但工裝內(nèi)部的支撐柱在空氣流經(jīng)工裝內(nèi)部時(shí)對(duì)其形成擾流作用,使工裝內(nèi)局部空氣流動(dòng)速度明顯大于工裝外部,中間位置的支撐柱與空氣換熱速率增大。
(4)V3方向,內(nèi)部支撐柱的擾流作用使背風(fēng)端位置相對(duì)于中間位置的Z向變形量先急劇增大后趨于平穩(wěn),然后迅速下降;V1和V5方向,其處于工裝外圍與工裝外部流動(dòng)空氣直接接觸,背風(fēng)端位置相對(duì)于中間位置的Z向變形量在整個(gè)熱歷程中變化較平緩。
另外,研究表明:
(1)沿工裝寬度方向,翹曲變形基本處于對(duì)稱狀態(tài)。
(2)在U7方向上,兩端位置相對(duì)中間位置的Z向變形量在升溫階段急劇增大,在恒溫階段達(dá)到最大值并緩慢下降,進(jìn)入降溫階段后急劇減小。
123,123
(3)在U3和U14方向上,監(jiān)測(cè)位置處的Z向變形量曲線在熱歷程中基本保持一致;因?yàn)楣ぱb寬度方向尺寸相對(duì)較小,在熱歷程不同階段,空氣流態(tài)在寬度方向上對(duì)溫度場(chǎng)差值影響較小。
(4)在U3和U14方向上,兩端位置相對(duì)中間位置的Z向變形量在升溫階段急劇增大,進(jìn)入恒溫階段后迅速下降;在恒溫階段后期出現(xiàn)緩慢變化,進(jìn)入降溫階段又迅速下降。
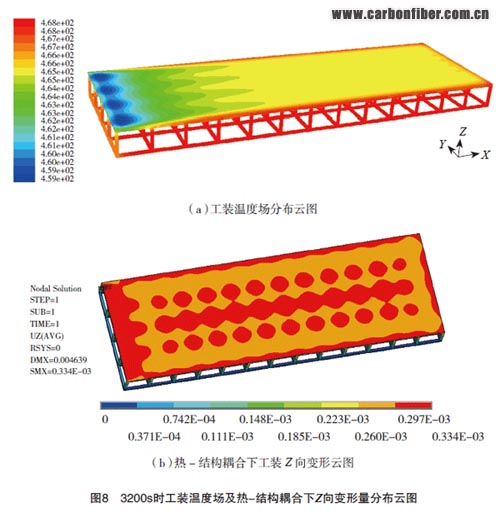
在復(fù)合材料的熱壓罐固化過程中,對(duì)柱支撐形式的固化工裝型面,溫度不均勻性導(dǎo)致的型面翹曲變形較為復(fù)雜。在工裝結(jié)構(gòu)內(nèi)部,支撐柱存在位置所對(duì)應(yīng)型面的局部變形量大于沒有支撐柱存在的位置,這是因?yàn)橹沃鶎?duì)空氣的擾流作用加快了支撐柱與周圍空氣之間的熱傳遞。圖8為3200s時(shí)工裝溫度場(chǎng)及Z向結(jié)構(gòu)變形量分布云圖。
 結(jié)束語 123456
結(jié)束語 123456
本文以柱支撐形式建立大型復(fù)合材料固化工裝模型,在保證工裝結(jié)構(gòu)靜力剛度的前提下,計(jì)算得到工裝在熱壓罐固化工藝過程中的溫度場(chǎng)分布,然后把重力載荷,施加到帶有溫度值的有限元模型上進(jìn)行工裝的熱- 結(jié)構(gòu)耦合分析。得到結(jié)論如下:
(1)成型工裝在熱- 結(jié)構(gòu)耦合作用下,相對(duì)于重力載荷熱應(yīng)力載荷對(duì)工裝結(jié)構(gòu)變形起決定性作用。
(2)對(duì)工裝型面在垂直型面方向的變形量,有支撐柱存在的位置大于無支撐柱存在的位置。(責(zé)編 良辰)




 潤大世紀(jì)為您提供高品質(zhì)的碳纖維及凱夫拉成型產(chǎn)品!
潤大世紀(jì)為您提供高品質(zhì)的碳纖維及凱夫拉成型產(chǎn)品!
殼,凱夫拉手機(jī)殼,碳纖維雪茄盒,碳纖維成型供應(yīng)商")
動(dòng)鞋登山鞋鞋底,鞋材鞋底,碳纖維運(yùn)動(dòng)鞋底生產(chǎn)廠家")





碳纖維鞋底,碳纖維運(yùn)動(dòng)鞋登山鞋鞋底, 鞋")


瀏覽潤大世紀(jì)!")


